

 服务热线18858508991
服务热线18858508991
章总:15167536458
章总:15715853538
梁总:18858508991
邮箱:52054774@qq.com
地址:新昌七星街道塔山一路66号
浙江恒钛隆智能装备有限公司(原新昌县恒泰隆机械设备有限公司)是一家从事智能数控磨床研发、制造和销售的现代化高新技术企业。公司位于 中国著名的“轴承之乡”一一浙江省新昌高新技术产业园区。公司成立于 2005年3月,占地面积1 4000平方米。现有员工80余人,其中机床专业博士 1 名,设计工程师5名,高级技师10余人,充分满足客户各类产品加工的磨床设 计和研发能力。
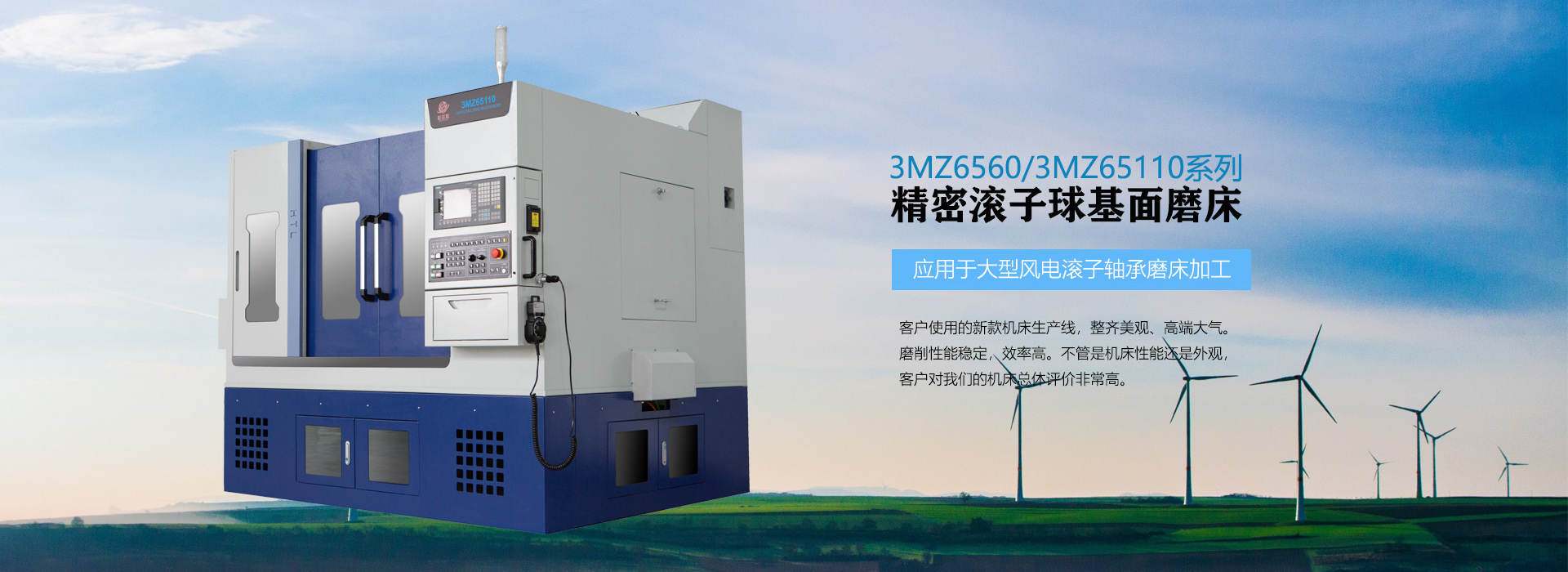
公司拥有先进的生产设备、规范的运行管理、严格的质量监督和完善的销 售体系,技术力量雄厚,产品以精密度高、质量可靠、价格合理、生产周期 短等优势赢得了广大客户的信赖和赞誉。公司具备生产各类数控磨床400余 台综合能力,产品主要用于各型轴承、汽车高精度零部件及各类齿轮件的精 密磨削加工,广泛应用于汽车、航空、风电、机械等领域。公司致力于不断 创新和改进产品性能和品质,为客户提供满意的服务和解决方案。












Copyright©www.zjhtljx.com ( 点击复制 )浙江恒钛隆智能装备有限公司
精密滚子球基面磨床怎么样?大型风电滚子轴承磨床哪家便宜?数控球轴承外圈沟道磨床哪家好?浙江恒钛隆智能装备有限公司主要提供精密滚子球基面磨床,大型风电滚子轴承磨床,数控球轴承外圈沟道磨床
Powered by 
热门城市推广: